Will safety be compromised as more and more battery vendors and marine propulsion system integrators bid to win a share of the expanding sea of hybrid and electric marine vessels? Corvus Energy, the leader in marine Energy Storage Systems (ESS), has worked hard to achieve the highest standards of safety with its Orca™ ESS, and is the only supplier to carry DNV, Lloyd’s Register, ABS and BV product Type Approvals.
Today is the Day of the Seafarer. In salute to seafarers, and out of intrinsic concern for their safety at sea, we want to review the design practices that Corvus Energy incorporates and the tests we have passed to prove the safety of the Orca™ ESS for hybrid or fully electric propulsion systems.
Geoff Crocker, Director of Product Management & Technical Sales at Corvus Energy, spoke at Nor-Shipping, and David Lokhorst, Corvus Energy’s Vice President of Engineering, spoke at Electric & Hybrid Marine World Expo about the safety features built into the company’s Orca ESS. For those who may have missed the presentations, this article captures the highlights.
The top three technical advancements that improve safety in Corvus Energy’s latest Orca ESS product line are:
- Thermal Runaway (TR) Protection
- Thermal Management
- Electrical Safety and Performance
Thermal Runaway Protection
The best protection from thermal runaway comes from prevention, by selecting a high quality cell manufacturer and designing the battery system with a sophisticated battery monitoring system (BMS), hardware safeties, and good integration with the energy management system (EMS).
However, in the highly unlikely event that a cell fails and its temperature spikes, it is important that adjacent cells do not also experience thermal runaway.
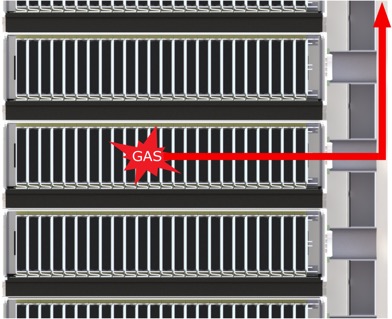
Corvus Energy’s Orca energy storage system design achieves true cell-level thermal runaway isolation, meaning that adjacent cells stay cool without the need for expensive active cooling. Further, The Orca ESS module is designed with internal ventilation pathways to vent gases generated by thermal runaway, and prevent gas from entering the battery room.
Orca ESS passed the NMA’s thermal runaway propagation Test 1—the most stringent test—in September 2016, witnessed by class society DNV GL. The NMA requires tests to verify that when safety systems are deliberately defeated and thermal runaway of a battery module is induced by overcharging, the thermal runaway is limited to a single module and does not spread to other modules in the battery pack. Corvus demonstrated that Orca was designed with a higher level of fault tolerance by eliminating the possibility of thermal runaway spreading to neighbouring cells within a single module.
Thermal Management
The Orca ESS design is optimized for heat-shedding to maintain a uniform temperature across the cell, which enables the cell to operate at its maximum capability. The design incorporates integrated rack fans and active temperature monitoring between cells, which improves reliability and reduces maintenance costs in the long run.
Improved thermal management also means that, typically, air-cooling is all that is required to satisfy marine demands and less battery room infrastructure is needed—both of which reduce system costs.
Orca ESS can also be liquid-cooled in extreme environments and ultra high performance use cases.
Electrical Safety and Performance
The clever and sleek design of the Orca ESS module-and-rack leaves no exposed cables for increased safety during installation and operation. Even the optional air- or liquid-cooling systems are integrated into the rack, resulting in actively cooled connections. Fewer connections, a shorter conductive path, and cooled connections lead to higher reliability and performance, in addition to improving safety.
In addition, safety features incorporated into Orca ESS triggers disconnect at predefined loads, over-voltage or over-temperature. And with voltage isolation of 7.2kV, Orca ESS exceeds Class and Flag standards.
Improved Safety, Better Reliability and Performance, and Lower Cost
While safety is paramount and fundamental to the design of Orca ESS, some of the design features—in particular those for thermal management and electrical safety—also result in overall system cost-savings due to faster installation and lower cost battery room and fire extinguishing system costs. It’s a good Day for a Seafarer when you don’t have to compromise safety for affordability.
This concludes the first in a series of articles about what makes Corvus Energy ESS different from all the others. Subscribe to Corvus Energy Updates or Follow Corvus Energy on LinkedIn to receive all articles as they are posted.
View the preceding introductory article entitled, “Five Remarkable Features of an Award-Winning Marine Energy Storage System”
Jump ahead to read the next articles:
Energy or Power – Which does your electric or hybrid marine application need?,
High Energy Density is the Key to Economical Electric & Hybrid Energy Storage Systems,
High ESS Discharge/Charge Rates are Key to Fuel-Efficiency with Variable Loads, and
Compact Design and Streamlined Installation Improves ESS Payback.